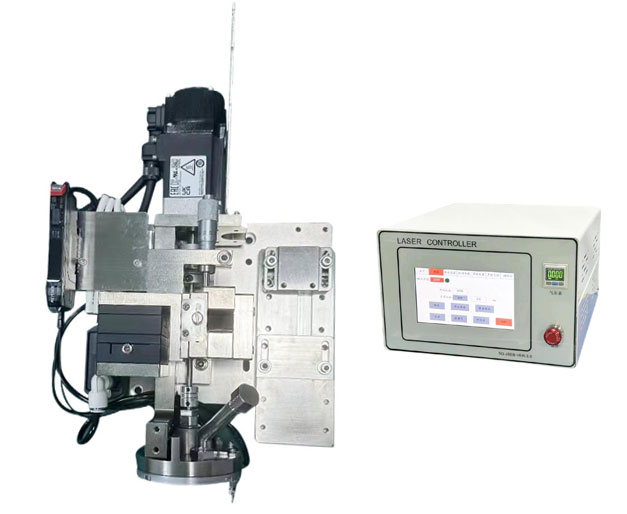
激光锡球焊桌面機(jī)
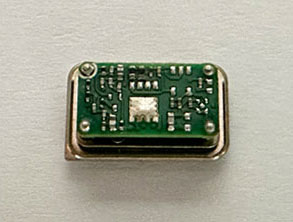
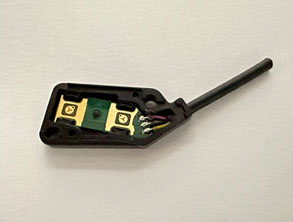
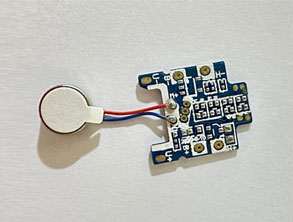
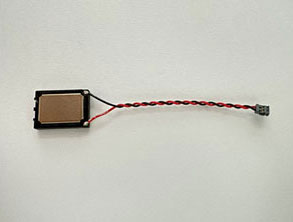
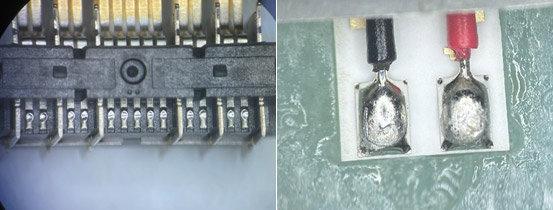
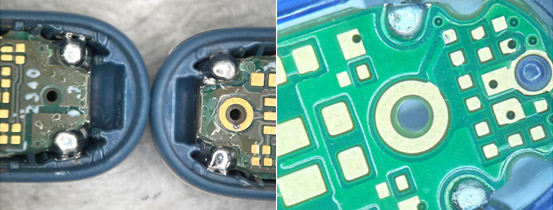
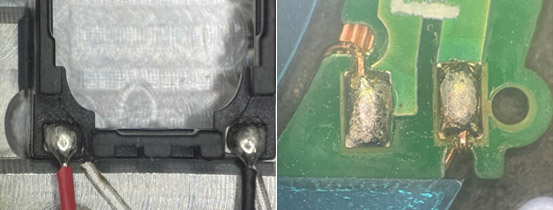
本(ben)産(chan)品(pin)应用(yong)于(yu)微電(dian)子(zi)/3C電(dian)子(zi)行业:如高(gao)清(qing)摄像模组、手機(jī)數(shu)码相機(jī)软板连接点焊接、精(jīng)密声控器(qi)件、數(shu)据線(xiàn)焊点组裝(zhuang)焊接、傳(chuan)感器(qi)、VCM模组、触点支架,磁头等(deng)精(jīng)密微小(xiǎo)元器(qi)件焊接。军工(gong)電(dian)子(zi)製(zhi)造(zao)行业:航空航天高(gao)精(jīng)密電(dian)子(zi)産(chan)品(pin)焊接。其他(tā)行业:晶圆、光電(dian)子(zi)産(chan)品(pin)、MEMS、傳(chuan)感器(qi)生(sheng)産(chan)、BGA、HDD(HGA,HSA) 等(deng)高(gao)精(jīng)密部(bu)件、高(gao)精(jīng)密電(dian)子(zi)的(de)焊接。
0769-23127991